Pokroková CAM technologie od 5-ti osého průkopníka
5osé frézování patří k těm nejnáročnějším CNC obráběním, ale s CAM systémem hyperMILL® přesto mohou programátoři NC programy vytvářet jednoduše a rychle: s krátkými obráběcími časy a pro nejlepší povrchy.

S hyperMILL® jsou Vám k dispozici pro optimální 5-ti osé frézování různé strategie.
- Jednoduché programování, kde se 5-ti osé obrábění podobá indexovanému frézování
- Bezpečnost procesu díky spolehlivému a plně automatickému předcházení a kontrole kolize
- K dispozici je více strategií obrábění: 3+2, automatická indexace a 5-ti osé souvislé obrábění
- Široké spektrum obráběcích strategií pro plochy, dutiny a speciální obrábění
- Všechny 5-ti osé strategie jsou k dispozici v jednotné pracovní ploše hyperMILL®
Strategie pro indexování
Dutiny
Plochy

Speciálný aplikace
Výběr dostupných 5X strategií
Víceosé indexování s pevným sklonem nástroje
➜ Všechny 2D obráběcí úlohy z různých stran
Tato funkce umožňuje obrábění součástí z různých směrů s jedním nastavením. Posouvá a naklápí pracovní rovinu pro obrábění. Směr obrábění odpovídá orientaci nástroje. Programy lze transformovat a kopírovat, dokonce i na více pracovních rovinách bez dodatečný výpočtů.
Indexované frézování 3 + 2
➜ Všechny 3D obráběcí operace s relativním otočením nástroje ve směru obrábění
Obráběné oblasti lze programovat z jednoho směru obrábění s různými sklony nástroje a bez kolize. Oblasti je možno programovat zcela odděleně bez překrývání nebo vzniku mezer. Průběh drah pro sousední oblasti a kvalita povrchu mohou být přesně určeny. Tato strategie navíc zajišťuje, že všechny oblasti včetně detailů jsou zcela vypočteny.
Automatické indexování
➜ Automatizované frézování 3 + 2 jako alternativa k pětiosému souvislému obrábění
Programují se oblasti, které pro obrábění vyžadují více náklonů nástroje při frézování v jediné operaci pomocí automatického indexování. Tato metoda automaticky vyhledá pevný úhel nástroje bez kolize pro individuální frézování oblasti a / nebo dráhy nástroje. Můžete si vybrat, zda je úhel kolmý (svislý) nebo upřednostňovanou úhlovou orientaci nástroje. S ručně definovanými limity lze frézovanou oblasti také samostatně oddělit, pokud je to potřeba.
Ve srovnání s pětiosým souvislým obráběním automatické indexování minimalizuje pohyb stroje. To snižuje dobu obrábění, a tím minimalizuje namáhání strojů. Také tuhost stroje je při indexovaném obrábění vyšší. Pokud nejde oblast naprogramovat s jedním pevně daným vykloněním nástroje, jako např. u 5X zbytkového obrábění, tak se oblast automaticky rozdělí na menší segmenty s různými úhly vyklonění.
Pětiosé souvislé obrábění
➜ Obrábění na strmých stěnách nebo v jejich blízkosti; alternativa k pevnému nebo automatickému indexování
Tento pětiosý obráběcí cyklus je alternativou k konvenčnímu frézování 3 + 2. Zde je definován náklon nástroje k ose Z, který hyperMILL® automaticky změní pro zabránění kolizím. Souvislý pohyb nástroje kolem osy Z vypočítává hyperMILL® buď plně automaticky nebo jako výsledek definované vodicí křivky.
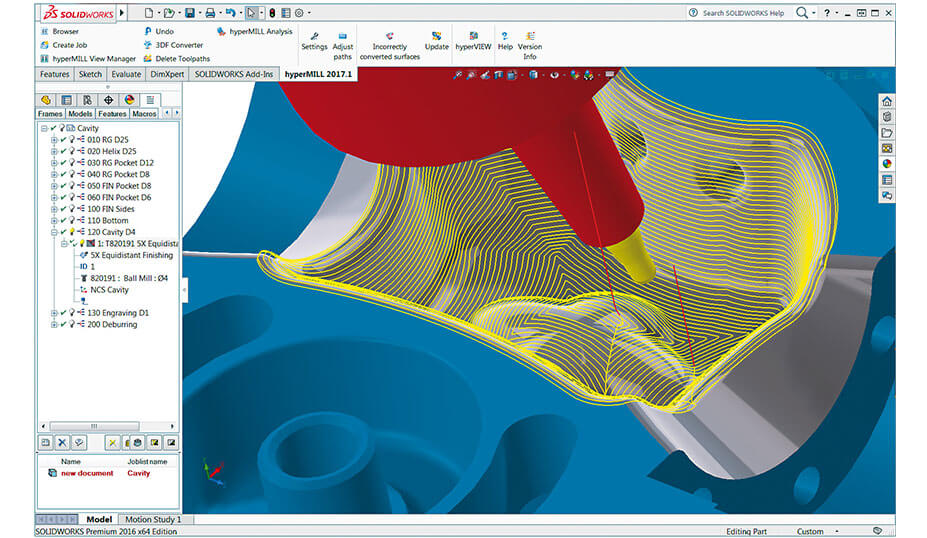
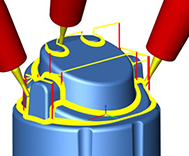
Pětiosé strategie pro obrábění kavit (dutin)
➜ Pro obtížně obrobitelné geometrie, jako jsou hluboké dutiny a strmé vysoké stěny
Pro obrábění kavit jsou k dispozici strategie hrubování a dokončování po Z hladinách, dokončení profilu ekvidistantní dokončování, frézování křivek, obrábění zbytkového materiálu a přeobrobení. Tyto strategie lze také použít jako 3 + 2 frézování, automatické indexované obrábění nebo pětiosé souvislé obrábění. Díky plně automatickému výpočtu pozic nástroje může být programováno tak snadno jako běžné 3D úkoly.
Pětiosé dokončování po Z hladinách se používá k obrábění strmých povrchů stejně jako rovin nebo kapes. U této strategie lze automaticky vyloučit rovné plochy pro dokončení. Stejně jako u běžných 3D úkolů mohou být ploché nebo mírně zakřivené oblasti opracovány pomocí dokončení profilu. Pětiosé vyhýbání se kolizi umožňuje frézovat poblíž strmých stěn pomocí krátkého nástroje v jednom kroku. V kombinaci s automatickým indexováním mohou být také strmé stěny obráběné ve směru vyjímání formy.
Ekvidistantní pětiosé dokončování umožňuje obrábění strmých a rovných ploch v jediné operaci. Tato strategie vytváří obzvláště plynulé přechody mezi jednotlivými dráhami nástroje. Pomáhá prodloužit životnost nástrojů a stroje a zajišťuje nejlepší možné povrchy. Obrábění křivek umožňuje gravírovat bez kolizí pomocí krátkých nástrojů, dokonce i v blízkosti strmých stěn. Pětiosé zbytkové obrábění nabízí všechny možnosti jako 3D a navíc přidává další osy. Umožňuje automatické indexování, díky čemuž obrobí celou oblast v jediné operaci.
Pětiosé přeobrobení se používá k převodu 3D programů do 5-ti os. Umožňuje použití jak celé dráhy 3D operace nebo jen její kolizní části při pětiosém automaticky indexovaném nebo plynulém pohybu.Všechny dráhy nástroje lze také optimalizovat pro zlepšení výsledků frézování.
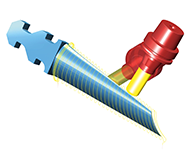
Obrábění střižné hrany
➜ Obrábění 3D střižných nástrojů
Tato strategie umožňuje rychlé reprodukovatelné obrábění břitů. Úloha obrábění je definována pomocí referenční křivky. Po výběru hrany a zadávání výšky a světlosti, se strategie se vypočítá automaticky.
5X obrábění křivek
➜ Frézovací drážky, gravírování, odjehlování a zkosení
S touto strategií je nástroj veden po křivce s pevnou nebo relativní orientací k povrchu. Drážky, zkosení a jiné podobné geometrie nemusí být modelovány. Díky automatické detekci kolizí a funkci vyhýbání se je programování snadné a spolehlivé. V případě potřeby lze orientaci nástroje provést také ručně pro konkrétní oblasti.
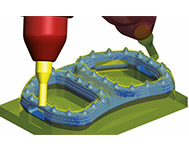
5X obrábění čelem
➜ Obrábění velkých, mírně zakřivených povrchů
Špičkové frézování zkracuje dobu řezu tím, že umožňuje větší odstupy drah. Vysoce kvalitních povrchů je dosaženo automatickým přizpůsobením sklonu nástroje pro konkávní povrchy. Obrábění není omezeno pouze na jednotlivé povrchy. Kromě toho lze tuto strategii použít také pro velmi efektivní 5X hrubování díky mnohonásobnému přísuvu a detekci materiálu.
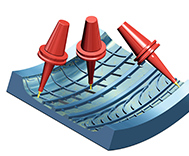
5X odvalování
➜ Obrábění vodících povrchů
Strana nástroje se používá k obrábění povrchů obrobků pomocí odvalování. Velké mezery mezi dráhami zkracují dobu řezu a usnadňují povrchovou úpravu obrobku. Nástroj je veden po povrchu podél referenční křivky. Jako alternativu je také možné vést nástroj mezi dvěma křivkami. Větší axiální a boční přísuvy jsou vhodné pro hrubování. Obrábění může být přesně a jednoduše provedeno definováním frézovaných a stop povrchů a použitím polotovarů.
Klíčové vlastnosti:
- Plná kontrola kolize
- Aktivní předcházení kolize
- Kratší vyložení nástrojů
- Uživatelsky příjemné a procesně bezpečné
- Různé strategie pro optimální 5osé obrábění
Další odkazy:
Partner
![]()